
IoT in manufacturing industry, providing manufacturers with new ways to improve efficiency, quality, and productivity. IoT devices, such as sensors, actuators, and RFID tags, can be used to collect data on the manufacturing process, which can then be analyzed to identify areas for improvement. In manufacturing, IoT is used to connect and monitor physical assets, such as machines, equipment, and products. This data can be used to improve efficiency, quality, and safety in manufacturing processes.
Have you ever wondered over how your day-to-day gadgets effortlessly link up and talk with one another? Well, get ready, because we’re about to plunge into the thrilling realm of IoT in the manufacturing sphere. Imagine this: factories abuzz with smart machines exchanging data at a speed that’ll leave you tongue-tied before you can even say “Industry 4.0.”
From reshaping production lines to optimizing supply chains, the Internet of Things (IoT) has completely revolutionized the manufacturing industry. According to the most recent data, by 2025, over 75 billion devices are projected to be connected via IoT.
So, grab your favorite cup of brew and come along as we go through the ultimate guide to IoT in manufacturing, garnished with real-world examples that will undoubtedly solidify the notion that the future has already arrived.
In the world of modern manufacturing, the Internet of Things (IoT) stands out as a revolutionary technology. Essentially, IoT in manufacturing means connecting various physical devices, machines, and sensors using the internet. Imagine it as a digital nervous system for a factory, where data flows continuously to improve decision-making and streamline processes.
Consider this: sensors in production equipment collect real-time data on factors like temperature, pressure, and performance. These details go to a central system, where they’re studied to offer insights into operational efficiency and possible issues. For instance, if a machine gets too hot, IoT systems can send alerts to prevent overheating and downtime. It’s like machinery gaining a voice to express their needs and status effectively.
Improved production visibility, predictive maintenance, and quality control are just a start. With IoT, manufacturers can avoid costly breakdowns, reduce production bottlenecks, and adjust strategies based on real-time demand changes. It’s about working smarter, merging the digital and industrial worlds to transform the essence of manufacturing.
The Internet of Things (IoT) is used in manufacturing to connect and monitor physical assets, such as machines, equipment, and products. This data can be used to improve efficiency, quality, and safety in manufacturing processes.
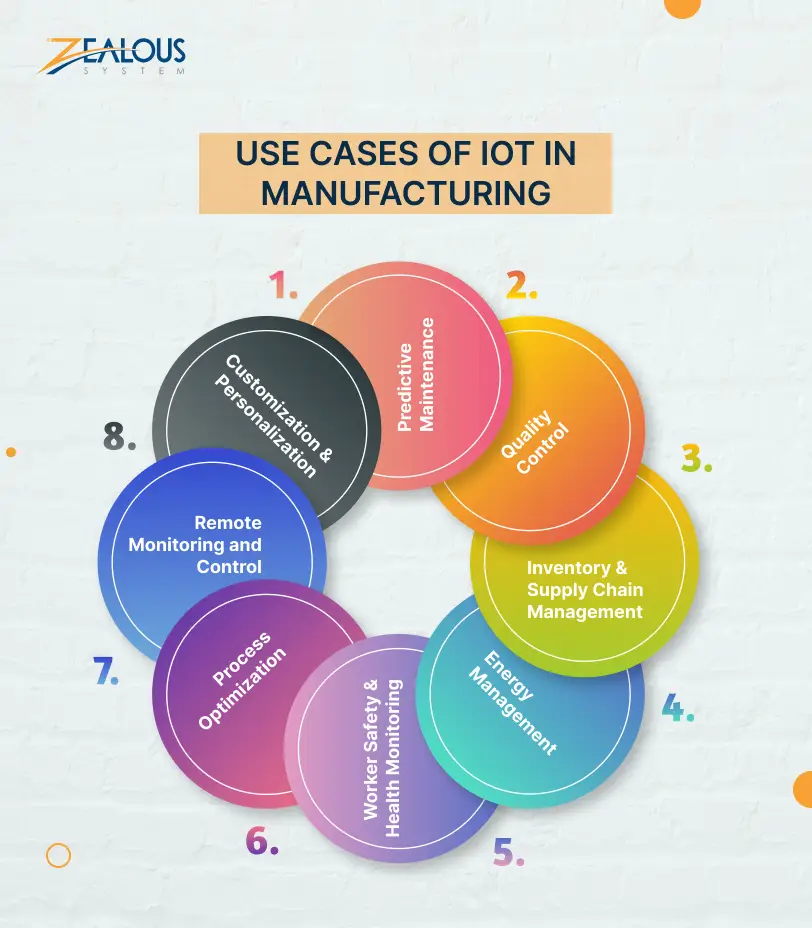
Here are some of the ways IoT is used in manufacturing:
IoT’s impact on manufacturing is evident in two key aspects. Firstly, it drives smart monitoring and predictive maintenance systems. By embedding IoT sensors in machinery, real-time data on factors like temperature, vibration, and operation are collected and sent for analysis. This continuous health monitoring lets manufacturers predict and prevent breakdowns, reducing downtime and costs while enhancing equipment efficiency.
IoT has also transformed supply chain management in manufacturing. By incorporating IoT devices, manufacturers can track raw materials and finished goods in real time. This visibility aids precise inventory management, minimizing stock-related risks. IoT’s ability to trace component origins ensures product quality. Accurate demand forecasts from IoT data optimize production schedules, curbing waste and improving resource allocation.
IoT’s influence extends to process enhancement and automation. The data from IoT devices helps uncover production bottlenecks and inefficiencies, prompting data-based decisions for smoother operations and reduced waste. IoT also facilitates the integration of automation systems and robotics, fostering adaptable smart factories. These facilities adjust production based on real-time demand shifts and permit remote machinery control, enabling swift responses to market changes.
IoT devices gather and transmit real-time data from various points in the manufacturing process. This provides manufacturers with a clear and up-to-date understanding of their operations, helping them make informed decisions quickly.
IoT sensors can monitor the quality of products at every stage of production. Any deviations or defects can be identified early, reducing the likelihood of faulty products reaching customers and saving costs on recalls.
IoT-enabled devices can monitor energy consumption in real-time. This data can be used to identify energy wastage, optimize equipment usage, and implement energy-saving measures, contributing to both cost savings and environmental sustainability.
Wearable IoT devices can track workers’ movements and conditions in hazardous environments. In case of emergencies or risky situations, these devices can send alerts and even trigger automated safety protocols.
IoT devices can keep track of inventory levels in real-time. This helps manufacturers avoid stockouts or overstocking, streamline the supply chain, and reduce carrying costs.
IoT in manufacturing allows for more personalized products. By integrating customer data with manufacturing processes, manufacturers can create products that cater to individual preferences, enhancing customer satisfaction.
IoT enables remote monitoring of equipment health and performance. Manufacturers can receive alerts about potential malfunctions or maintenance needs, allowing them to schedule repairs before breakdowns occur. This minimizes downtime and production interruptions.
Here’s sharing some real life example of use cases of IoT in manufacturing:
IoT devices can monitor machinery in real time and collect data on factors like temperature, vibration, and energy consumption. This data can be analyzed to predict when equipment is likely to fail, allowing manufacturers to schedule maintenance before breakdowns occur.
IoT sensors can be deployed on the production line to continuously monitor product quality. They can detect defects, variations, or deviations from the standard in real time, ensuring that only high-quality products are shipped to customers.
IoT in manufacturing can track inventory levels in real time and optimize supply chain operations. Sensors placed in warehouses, on trucks, and in shipping containers can provide accurate visibility into the movement of materials and products.
For Example: Amazon’s fulfillment centers use IoT sensors to manage inventory. They track the movement of products, monitor stock levels, and automatically reorder supplies to maintain optimal stock levels.
IoT can help manufacturers reduce energy consumption and operational costs by monitoring energy usage and identifying areas for efficiency improvements. Smart meters and sensors can provide insights into energy-intensive processes.
For Example: Schneider Electric offers IoT-based energy management solutions. Their system collects data from various sensors to optimize energy usage in factories, reducing costs and environmental impact.
Wearable IoT devices can be worn by workers to monitor their health and safety. These devices can track factors such as exposure to harmful chemicals, noise levels, and ergonomic conditions.
IoT devices in manufacturing can gather data from various stages of the manufacturing process to identify inefficiencies and bottlenecks. Analyzing this data helps manufacturers optimize workflows and increase overall productivity.
For Example: Rolls-Royce employs IoT sensors in its jet engine manufacturing. Data collected from sensors helps optimize the production process, leading to improved efficiency and reduced production time.
IoT in manufacturing allows manufacturers to remotely monitor and control machinery and processes. This enables experts to provide support from a distance, reducing the need for on-site visits and accelerating issue resolution.
For Example: Siemens offers remote monitoring for industrial plants. IoT-connected devices transmit real-time data to experts who can troubleshoot and adjust settings remotely, saving time and costs.
IoT can enable mass customization by collecting data on customer preferences and requirements. Manufacturers can then adjust production processes to create tailored products more efficiently.
For Example: Adidas introduced IoT-enabled knitting machines that produce custom sneakers based on individual customer measurements and style preferences.
Here are some of the challenges of implementing IoT in manufacturing:
Implementing IoT devices for real-time monitoring of manufacturing equipment faces challenges due to the diverse range of legacy machinery found in manufacturing facilities. Integrating IoT sensors and connectivity solutions with these older machines requires customizations that can be time-consuming and expensive.
Manufacturing processes involve multiple interconnected systems such as supply chain management, inventory control, and production lines. Integrating IoT-generated data into these existing systems poses challenges in terms of data format, compatibility, and real-time synchronization. Ensuring smooth data flow without disrupting ongoing operations is a major challenge.
IoT devices in manufacturing collect sensitive operational data. Securing these devices from cyber threats and ensuring data privacy throughout the data lifecycle is a significant challenge. Manufacturers must implement robust cybersecurity measures to prevent unauthorized access, data breaches, and potential operational disruptions.
As the number of IoT devices in a manufacturing facility increases, the network can become congested, leading to data transmission delays and inconsistencies. Scaling up IoT infrastructure to accommodate a growing number of devices while maintaining reliable and low-latency data exchange poses a challenge.
Many manufacturing facilities still rely on legacy systems and software that were not designed with IoT compatibility in mind. Retrofitting these systems to work seamlessly with IoT devices is a challenge, as it requires custom software development, software testing services, and potential workflow adjustments.
Different IoT devices come from various manufacturers, each with its own communication protocols and standards. Ensuring interoperability and smooth communication between devices from different vendors can be difficult and might require middleware or gateways to translate and standardize the data.
While IoT devices can help predict equipment failures through data analysis, accurately predicting maintenance schedules and potential downtime remains a challenge. The variability in manufacturing processes, environmental conditions, and the complex nature of equipment behavior can lead to false positives or missed predictions.
Deploying and managing IoT devices requires specialized skills such as data analytics, IoT architecture design, and cybersecurity expertise. Many manufacturing industries face a shortage of skilled professionals like back-end developers and front-end developers with these skills, making it challenging to implement and maintain effective IoT solutions.
Integrating IoT in manufacturing processes involves upfront costs for purchasing IoT devices, infrastructure setup, software development, and employee training. For small and medium-sized manufacturers with limited budgets, the initial investment can be a barrier to adoption.
IoT in manufacturing often requires changes in work processes and procedures. Training the existing workforce to use and understand these new technologies can be time-consuming and may face resistance, especially from employees who are accustomed to traditional methods.
In conclusion, the transformative potential of IoT in manufacturing is nothing short of remarkable. As we’ve explored throughout this blog, the integration of smart devices, data analytics, IoT app development services and real-time monitoring has ushered in a new era of efficiency, precision, and innovation in the manufacturing landscape.
Nevertheless, as technology continues to evolve and solutions for these challenges emerge, the potential benefits of IoT in manufacturing industry are too substantial to ignore. The factories of tomorrow will be characterized by their interconnectedness, adaptability, and data-driven decision-making, all made possible by the ever-expanding realm of IoT possibilities.
Read Also
Our team is always eager to know what you are looking for. Drop them a Hi!

Pranjal Mehta is the Managing Director of Zealous System, a leading software solutions provider. Having 10+ years of experience and clientele across the globe, he is always curious to stay ahead in the market by inculcating latest technologies and trends in Zealous.

Comments